SmARTストランド張力センサ技術研究会
技術情報
計測要領
(1)計測に必要な機器・仮設備
光ファイバを用いたPCケーブル張力分布計測技術に必要とされる機器や仮設備の例です。 本技術では施工時(PC緊張時)にSmARTストランドを含むPCケーブルを用いて緊張・計測を行った後にコネクタを存置し、供用期間中に再計測を行います。この際、施工時および供用期間中とで必要な機器・仮設備が異なるため、施工時の計測においては、対象とするPCケーブルがECF型の場合、光ファイバはエポキシ被覆内に埋設されているためケーブル端部のエポキシ被覆を切除して光ファイバを取り出す必要があります。同作業に必要な機器については下記参照ください。使用機器および仮設備の例(施工時の計測)
| 機器名 | 備考 | |
|---|---|---|
| 光ファイバ 端部処理 | ファイバカッター、融着機、ファイバ端部コネクタ、 クリーナー |
|
| 計測機器 | BOTDR計測器、温度分布計測器(必要に応じて)、 データ収録用PC |
|
| その他 | コルゲートシース、ファイバ取出し孔付グラウトキャップ、 スイッチボックス、ファイバカッター、融着機 |
光ファイバ保護用、 コネクタ保護用 |
| 仮設備 | AC100V 電源 | DC25V/10A バッテリおよびインバータで代用可 |
| エポキシ樹脂被覆除去 (ECF型の場合のみ) |
樹脂被覆切削工具、ハンドドリル、電動彫刻刀、 ナットブレーカ、エポキシ樹脂塗料、保護カバー |
タッチアップ用 |
使用機器および仮設備の例(供用期間中の再計測)
| 機器名 | 備考 | |
|---|---|---|
| 光ファイバ端部処理 | クリーナー | |
| 計測機器 | BOTDR計測器、温度分布計測器、データ収録用PC | |
| 仮設備 | AC100V 電源 | DC25V/10A バッテリ、 およびインバータで代用可 |
 使用機器および仮設備の例(供用期間中の再計測)
使用機器および仮設備の例(供用期間中の再計測)
1)SmARTストランドPCケーブルの製作・搬入
SmARTストランドを含むPCケーブルを、PCケーブルの製作工場にて製作し現場に搬入。
2)緊張準備
PCケーブルをシース管や偏向管などに挿入後、端部にジャッキを設置し、緊張準備。光ファイバはPCストランドのより線の谷間に組み込まれており、ストランドの外径は通常品と変わらないため、光ファイバを傷つけることなく、通常と同等に緊張準備作業が可能です。
3)計測器への接続、緊張・計測
PCケーブル端部の光ファイバ先端に、融着機を用いてファイバ端部コネクタを融着します。
計測器までの延長用光ファイバを介して計測器に接続します。緊張中、一定のジャッキ油圧ごと(例えば、10MPaごと)に計測します。 計測時間は、1回あたり約5分です。計測結果は、初期緊張時(例えばジャッキ油圧5MPa)からの増分として整理・記録、計測開始前と終了後に外気温もしくはラマン散乱光による光ファイバの温度分布を計測します。
 融着機
融着機
 緊張・計測状況
緊張・計測状況
4)延長用光ファイバの接続・コネクタの保護
PCケーブルの緊張・定着後、延長用の光ファイバを接続し、グラウトキャップに設けたファイバ取り出し孔から取り出し、施工後も人が立ち入りできる場所まで延伸します。延長用の光ファイバはコルゲートシースなどに通して保護し、ファイバ先端のコネクタはスイッチボックスに入れるなどして保護した後、存置します。
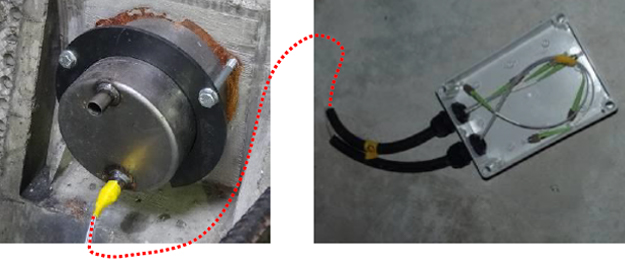 延長用光ファイバの取出しおよび保護状況
延長用光ファイバの取出しおよび保護状況
対象とするPCケーブルがECF型の場合、以下の手順によりエポキシ被覆内から光ファイバを取り出した後、端部コネクタに融着し、グラウトキャップから取り出して延伸します。
ジャッキを取り外した後、SmARTストランドをウェッジから600mm程度の位置で、それ以外のストランドをウェッジから30~50mm程度の位置で切断して下さい。上記と同様の方法により、ウェッジから10mm程度のところまで、エポキシ樹脂被覆から光ファイバを取り出し、取り出した光ファイバをコルゲートシースに挿入し保護します。コルゲートシースの端部をエポキシ樹脂またはグルーガンで固定、取り出した光ファイバを切らないように保護カバーで養生しながら、光ファイバ取り出し後のPCストランドの余長をウェッジから30~50mm程度の位置で切断して下さい。
5)供用期間中の再計測
計測に必要な機器をコネクタを存置した場所まで運搬します。施工時の計測と同様に、光ファイバ端部コネクタを計測機器に接続し、ひずみ分布および外気温もしくは温度分布を計測。AC100Vの電源が確保できない場合は、DCバッテリおよびインバータで代用可能です。
(4)データ整理
SmARTストランドは、PCストランドのより線凹部に沿って螺旋状に組み込んだ光ファイバを用いてひずみ計測を行うため、計測結果から張力に換算する際、通常の引張試験で得られる標点間の伸び量から算定されるヤング率を用いることは不適切です。緊張時に計測されたひずみデータから見かけのヤング率を算定し、張力への換算に用います。計測されたひずみ分布データに対し、必要に応じて温度補正を行った後、見かけ上のヤング率およびケーブル断面積を乗じ、張力分布に換算します。
(5)記録
計測結果は、計測日・PCケーブルごとに整理し、デジタルデータとして以下の項目を記録します。併せて、使用したSmARTストランドの納入仕様書を保管します。
- 計測対象とした橋梁名、ケーブル名
- 計測日時、計測時の天候、気温
- 光ファイバによるひずみ分布、温度分布の計測データ
- 張力分布に換算する際の見かけのヤング率
- 張力分布の換算結果
